|
Статья затрат |
Сумма |
Схема расчета |
|
|
|
|
|
|
|
|
Стр.1+стр.2 |
|
|
|
5.1. отчисления в Фонд социальной защиты населения, тыс. р. 5.2. другие отчисления, тыс. р. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сумма строк 3—9 |
|
|
|
|
|
Стр.10 х х стр.11 : 100 |
|
|
Стр. 10 +стр.12 |
|
|
Стр. 13 х 3,9:96,1 |
|
|
Стр.13+стр.14 |
|
|
|
|
|
Стр.15 х стр.16 : 100 |
|
|
Стр.15+стр.17 |
belagrobiznes.ru
Как рассчитать нормо-час | Сделай все сам
Результативная работа всякого предприятия немыслима без планирования. При составлении плана производства продукции либо сервисного сервиса, нужно знать такую величину, как нормо-
Инструкция
1. Валовое число рабочих час ов равно числу работников предприятия, занятых на производстве, умноженное на время, которое было затрачено на производство какого-нибудь изделия всеобщими усилиями этих рабочих. Оно не будет равно реально затраченным час ам, которые могли бы служить нормативом. Это связано с тем, что в процессе производства вся минута рабочего времени не применялась с равной степенью интенсивности.
2. Учтите то, что час ть времени была использована на перерывы для отдыха. Представим, вы рассчитываете нормо-час ы по производственному подразделению, в котором трудится 10 человек в течение 1 рабочей недели всеобщей длительностью 40 час ов. В течение дня они делают два перерыва на отдых по 10 минут весь. Таким образом, всеобщее время, которое 10 рабочих затратили на перерывы в течение пятидневной рабочей недели составит:(10 мин. * 2 * 5дней) * 10 человек = 1000 минут либо 16,7 час
3. Дабы ваши вычисления были вернее, в них следует учесть дни временной нетрудоспособности и прогулы. Данный показатель может колебаться в зависимости от времени года и торжественных дней, доводящихся на различные периоды. Как показывает практика, в среднем по году он равен 4%. Уточните расчетные значения с учетом этого параметра, число затраченных человеко-час ов станет равно:383 – (383 * 0,04) = 367,7 человеко-час ов.
4.
5. Сейчас рассчитайте нормо-час
6. По этим выкладкам вы сумеете видеть, что если данной группе возложить заказ-наряд, расчетное время выполнения которого 400 час ов, то рабочие не поспеют исполнить его за неделю. Учтите это и решите задачу путем увеличения численности рабочих либо передачи час ти заказа в другое подразделение.
Расчет нормативной численности персонала нужен для образования оптимального по численности работников штата предприятия. Это управленческая задача разрешающая достичь поставленные цели и единовременно соблюсти режим труда и отдыха персонала рассматривая, что какая-то часть коллектива не выйдет на работу по причине временной нетрудоспособности либо очередных трудовых отпусков.

Инструкция
1. Для определения нужной штатной численности персонала (Ш), которая является оптимальной, применяется формула:Ш = Н * Кн,где: Н – нормативная количество работников,Кн – плановый показатель, рассматривающий неимение работников на рабочих местах по причине болезни либо нахождения в очередном трудовом отпуске.Желательная штатная количество персонала (Ш) определяется без контроля технических служащих – грузчиков, водителей, уборщиц.
2. Кн рассчитывается по формуле:Кн = 1 + Дн,где: Дн – доля, которую составляет нерабочее временя в всеобщем фонде рабочего времени за определенный статистический период. Всеобщий фонд рабочего времени определяется по производственному календарю. Дн рассчитывается как отношение суммы часов невыхода работников на работу к всеобщему числу рабочих часов за указанный период.
3. При расчете Дн учтите, что согласно праву, в соответствии с Трудовым Кодексом РФ, плановое число нерабочих дней составляет 49. Из них: 28 рабочих дней – следующий трудовой отпуск, 7 рабочих дней – установленная норма отпусков без сохранения заработной платы и 14 рабочих дней – норматив невыхода на основании листов временной нетрудоспособности. При 8-часовой рабочем дне всеобщее число нерабочих часов в течение года составит 392 часа.
4. Для расчета нормативной численности персонала (Н) используйте формулу:Н = V / (Фрв * Hвыр * Квн),Где: V – плановый обьем работ в тех единицах измерения, которые приняты на данном предприятии,Фрв – фонд рабочего времени на грядущий планируемый период по производственному календарю, выраженный в часах,Нвыр – норма выручки;Квн – показатель планового выполнения норм.Показатель Квн определяется как частное от деления величины планируемой выручки за соответствующий период планируемого года к величине фактической выручки предыдущего года.
jprosto.ru
Норма времени, норма выработки и норма обслуживания
Основные цели, устанавливаемые в ходе нормирования труда – достижение наилучшего отношения количества труда и его вознаграждения, следствием чего будет нахождение справедливой меры заработной платы и степени загрузки работника.
Подготовленные учеными-экономистами нормативы труда устанавливают пропорцию «количество труда/ объем произведенного продукта». Если нужно отобразить издержки труда, то пользуются характеристиками объемов произведенной работы или рабочего времени. Трудовые нормативы – это базисная составляющая норм труда в условиях определенного производства. Самые распространённые нормы:
- времени;
- выработки;
- обслуживания.
Указанные нормы помогают оценивать меру затраченного труда и, следовательно, характеризуют количество труда и количество рабочей силы, отсутствие которых делает невозможным осуществление технологического процесса. Эти нормы дают возможность оптимизировать управленческий процесс по направлениям:
- Прогнозировать необходимые издержки производства;
- Рассчитать не только количество необходимого персонала, но и определиться со структурой по профессионально-квалификационному принципу;
- Оптимально организовать управление производственным процессом и продвижением продукции к потребителю.
Чтобы установить правильные и научно подтвержденные нормы труда, надлежит иметь четкое представление, что конкретно регламентирует каждая норма, понимать методики расчета и условия применения каждой из норм.
Норма времени
Норма времени — подтверждённые траты времени персонала для совершения единицы работы (производства единицы продукции). Расчетной единицей является 1 деталь, 1 изделие, 1 производственная операция, оказание какого-то вида услуг и др. Единицей измерения настоящей нормы являются человеко-часы. Если для добычи 1 т угля требуется работа шахтера на протяжении 1,6 часа, то отсюда вытекает, что норма времени для этого вида деятельности – 1,6 человеко-часов.
Для фиксации нормы времени проводится строгий хронометраж производственной операции в сочетании со строгим соблюдением всех технологических условий.
Проводится расчет нормы времени Н вр следующим образом:
Н вр = t ос + t з + t об + t отл + t пт,
где t пз – подготовительный и заключительный периоды работы;
t з – основное время;
t об – обслуживание рабочего места;
t отл – необходимые паузы на личные потребности;
t пт – паузы, оговоренные технологией.
Нормирование времени предоставляет возможность разработать нормы выработки, оценить уровень трудоемкости продукта, просчитать производительность труда.
Норма выработки
Норма выработки – объем продукции/ работы соответствующего качества, который изготавливается/выполняется за единицу времени. Расчетной временной единицей считается любой удобный для данных целей отрезок времени – смена, время определенного производственного цикла, час или др. временной промежуток. Отражается норма выработки в единицах производимого продукта – штуках, литрах и т. п.
Проводится расчет нормы выработки Н в за смену по такой схеме:
Н в = Т см х Ч/ Н вр,
где Т см – величина смены;
Ч – число персонала, задействованного в техпроцессе;
Н вр – норма времени на единицу работы (продукции).
В качестве примера рассчитаем норму выработки для каменщика, который работает самостоятельно 8 час., норма времени на 1 м³ кладки 5,3 человеко-часов:
Н в = 8 х 1/5,3 = 1,5 м³
Таким образом, каменщик за рабочий день должен выложить 1,5 м³ кирпичной кладки.
Эта норма применима к представителям тех профессий, производственная деятельность которых сводится к выполнению одного типа работы в нормируемый временной цикл.
Норма обслуживания
Норма обслуживания – рациональная величина субъектов или объектов (количество клиентов, рабочих мест, станков и т.п.), обслуживаемая сотрудником или персоналом предприятия за 1 рабочий цикл в условиях его рабочего места.
Величиной измерения для данной нормы будет количество клиентов, число обслуживаемого оборудования, или величина площади в соответствующих метрических единицах и т.п.
Если известна временная норма обслуживания клиента или оборудования, есть возможность определить эту норму Н об так:
Н об = Т см х К / Н вр. об.,
где Т см – величина рабочего дня;
К – коэффициент, характеризующий степень использования рабочего времени;
Н вр. об. – норма времени обслуживания .
С помощью несложных расчетов установим, что в случае принятия нормы времени обслуживания наладчиком станка в размере 0,65 час. при продолжительности рабочего времени 8 час. ( К = 0,97), норма обслуживания составит:
Н об = 8 х0,97 / 0,65 = 12 станков
Этой нормой пользуются в случае оценки труда работников вспомогательных профессий: персонал сферы обслуживания, ремонтные бригады, контролеры ОТК, кладовщики, транспортники и др.
Рассмотренные нормы позволяют провести дальнейшие расчеты, определяющие нужную производительность труда и резервы средств на заработную плату. Способ их создания, корректировки, напряженность норм становятся критериями обсуждения во время заключения соглашений по тарифам (коллективных договоров).
Аргументированные нормы дают возможность составить оптимальное задание на производственный период, избежать погрешностей в планировании, не допустить большое перевыполнение плановых заданий и, тем самым, сбалансировать производство, не допуская создания излишков деталей и изделий, особенно на промежуточных стадиях производства.
Вместе с нормами труда, принятыми отдельными предприятиями, есть единые нормы выработки и расценок ЕНВиР, рассчитанные для предприятий одной отрасли. Они устанавливаются для нормирования самых распространенных разновидностей работ. При использовании этих норм значительно упрощается процесс нормирования на каждом конкретном предприятии. ЕНВиР действуют во всех государственных организациях и предприятиях любой ведомственной принадлежности.
Навигация по записям
fotrss.ru
Выработка на 1 работника: формула и нормы

Норма выработки для 1 рабочего рассчитывается достаточно просто. Формулы несложные, однако надо понимать, как и когда их вообще нужно применить.
Результативность человеческого труда характеризуется выработкой.
Нормы выработки
В качестве количественных показателей производительности используют натуральные и стоимостные показатели, как-то: тонны, метры, кубометры, штуки и т.п.
Результативность труда характеризует выработка. Выработка рассчитывается на одного основного рабочего, на одного рабочего и одного работающего. В разных случаях расчёты будут вестись по-разному.
- На одного основного рабочего – количество произведённой продукции делят на число основных рабочих.
- На одного рабочего – количество произведённой продукции делят на общее число рабочих (основные плюс вспомогательные).
- На одного работающего – количество произведённой продукции делится на число всего персонала.
Показатели производительности труда характеризуют эффективность использования сотрудников на предприятии. Один из них – норма выработки.
Норма выработки – это объём работ (в единицах продукции), который рабочему или группе рабочих нужно выполнить за указанное время в конкретных организационно-технических условиях. Её устанавливают тогда, когда в течение смены регулярно выполняется одна и та же операция (создаются одни и те же изделия). На её основании уже можно назначить зарплату работнику.
Конкретные показатели нормы выработки устанавливаются предприятием – государство лишь даёт общие практические рекомендации (они изложены в нормативных документах).
Для каждой отрасли промышленности норма выработки на человека считается немного по-разному, несмотря на существование одной простой «общей» формулы.
Формула выработки на 1 рабочего
 Нормы выработки могут быть определены для одного рабочего при помощи деления фонда времени на норму времени.
Нормы выработки могут быть определены для одного рабочего при помощи деления фонда времени на норму времени.
В качестве фонда можно взять год, месяц, неделю или продолжительность смены.
Для массового производства, крупных предприятий норма времени на изготовление изделия равняется норме штучно-калькуляционного времени. Для производств, когда одни и те же работники выполняют основную, подготовительную и заключительную работу, нормы времени будут другими.
Лучше всего брать в качестве фонда продолжительность смены. Отсюда вычисляется средняя выработка в месяц или в час.
Формула для расчётов выглядит вот так:
Нвыр = Тсм / Топ,
где Тсм – время смены,
Топ – время на изготовление одного изделия.
Это и есть та самая «общая» формула, о которой говорилось ранее. Она отлично работает для массового производства. Стоит отметить, что, хотя и принято брать время в минутах, можно выбрать и другие единицы измерения времени.
Для серийного или единичного производства формула будет иная:
Нвыр = Тсм / Тшт,
где Нвыр – норма наработки в натуральных единицах,
Тсм – время смены,
Тшт – время на изготовление одного изделия, рассчитанное с учётом его себестоимости.
Для производств, где подготовительный этап вычисляется и нормируется отдельно, формулу выработки нужно модифицировать:
Нвыр = (Тсм — Тпз) / Тсм,
где Нвыр – норма наработки в натуральных единицах,
Тсм – фонд рабочего времени, на который устанавливается норма наработки (здесь: время смены),
Тпз — время на подготовительный этап в минутах.
В случаях работы с автоматизированной аппаратурой нужно учитывать время обслуживания (которое тоже нормируется):
 Нвыр = Но * Нвм,
Нвыр = Но * Нвм,
где Нвыр – норма наработки в натуральных единицах,
Но – нормированное время обслуживания,
Нвм – норма выработки оборудования, которая вычисляется:
Нвм = Нвм теор * Кпв,
где Нвм теор – теоретическая выработка машины,
Кпв – коэффициент полезного времени труда за одну смену.
Если используются периодические аппаратурные процессы, формула также меняется.
Нвыр = (Тсм – Тоб — Тотл) * Тп * Но / Топ,
где Нвыр – норма наработки в натуральных единицах,
Тсм – продолжительность смены,
Тоб – время на обслуживание аппаратуры,
Тотл – норма времени личных нужд персонала,
Тп – продукция, выпускаемая за один период,
Но – нормированное время обслуживания,
Топ – длительность этого периода.
Нужно понимать, что в «общих» формулах не учитывается специфика конкретного производства. Для пищевой промышленности, к примеру, расчёты слегка отличаются.
Нам недостаточно измерить, сколько блюд приготовил повар в день, это ничего не скажет о его продуктивности: блюда разные бывают, в том числе и сложные. Поэтому для расчёта нормы выработки в таком случае используются специальные коэффициенты.
Берётся одно «самое простое» блюдо и принимается за единицу трудоёмкости. К примеру, порция куриного супа готовится 100 с, берется за единицу. Суп, на приготовлении которого требуется 200 с берется за двойку. И так далее.
Повару нужно подготовить рабочее место, обслуживать его. Самому подготовиться к работе.
Расчётная формула выглядит так:
Нвыр = (Тсм – Тпз – Тобс — Тотл) / Топ,
где Нвыр – норма наработки в натуральных единицах,
Тсм – фонд рабочего времени, на который устанавливается норма наработки,
Тпз — время на подготовительный этап в минутах;
Тобс — время, требуемое на обслуживание рабочего места, в минутах;
Тотл — время, затраченное на личные потребности, в минутах;
Топ — время на единицу продукции в минутах.
При расчёте нормы наработки, уборки производственных помещений учитывается то, что разные поверхности не моются одинаково хорошо. Плюс уборщикам требуется передвигаться от одного помещения к другому.
Нвыр = (Тсм – Тобс – Тлн — Тотд) * К / Топ,
где Нв — норма выработки,
Тсм — продолжительность смены в минутах,
Тобс — время, требуемое на обслуживание рабочего места в течение смены, в минутах;
Тотд — время, потраченное на отдых, в минутах,
Тлн — время на перерыв по личным надобностям в минутах,
Топ — время на уборку 1 м2 площади в секундах,
К – коэффициент, который учитывается при уборке. Его определяют с секундомером. Он показывает, какое время тратится при переходе между залами.
Примеры расчёта
 Для единичного производства:
Для единичного производства:
Мастер, изготовляющий чапельники ручной работы, работает 20000 с в день. Время на одну штуку – 2500 с.
Нвыр = 20000 / 2500 = 8 шт.
Мастер за день изготовляет 8 чапельников ручной работы.
Для массового производства:
Время рабочей смены на заводе по производству чапельников составляет 28800 с. Время на изготовление одного чапельника, согласно нормативным документам, — 1800 с.
Нвыр = 28800 / 1800 = 16 шт.
Один рабочий за одну смену должен сделать 16 чапельников.
Для производства, где нормируется подготовительный этап:
На другом чапельном заводе учитывается время, которое требуется рабочим для подготовки рабочего места и инструментов. Продолжительность смены – 28800 с. Время на изготовление одного чапельника – 1700 с. Время подготовительных работ – 200 с.
Нвыр = (28800 — 200) / 1700 = 16.82 шт.
Рабочий на втором заводе должен изготовить в течение смены 16.82 чапельника.
Для автоматизированного производства:
На чапельниковом заводе № 2 стали использоваться чапельниковые машины, в теории способные производить по 50 чапельников в течение смены. Коэффициент полезного времени труда за одну смену у машин составляет 0.95. Нормированное время обслуживания составляет 0.85 рабочей смены.
Нвыр = 0.85 * 50 * 0.95 = 40.375 шт.
Чапельниковая машина должна будет производить по 40.375 изделий в день.
Для периодических аппаратурных процессов на производстве:
Другие рабочие того же завода должны приделывать на чапельники автоматические защёлки – с использованием машин. Продолжительность смены – 28800 секунд. На обслуживание машин выделяется 1000 с. По личным нуждам можно отлучаться на 900 с в течение смены. За один период машина приделывает 10 защёлок. Время обслуживания составляет 0.85 смены. Длительность одного периода использования машины составляет 500 с.
Нвыр = (28800 – 1000 — 900) * 10 * 0.85 / 500 = 457.3 шт.
Рабочие в течение смены должны приделать 457.3 автоматических защёлки к чапельникам.
Для пищевой промышленности:
На приготовление овсяной каши повар в столовой для рабочих завода по производству чапельников тратит 28700 с. Подготовительное время занимает 1200 с. На подготовку необходимых ингредиентов и рабочего места у повара уходит 1000 с. В перерывах на отдых тратится 3200 с. Согласно нормативным документам, на приготовление одной порции овсянки необходимо тратить 1800 с.
Нвыр = (28700 – (1200 + 1000 + 3200)) / 1800 = 12.94 порций
В течение смены повар должен будет приготовить 12.94 порции овсяной каши.
Для уборки помещений:
На уборку помещений, уборщик на заводе по производству чапельников тратит 14000 с.Подготовительное время занимает 200 с. На подготовку необходимых средств уходит 1000 с.
В перерывах на отдых тратится 3000 с. Согласно нормативным документам, коэффициент К составляет 0.5. На уборку одного помещения, согласно тем же документам, уходит 1200 с.
Нвыр = (14000 – (200 + 1000 + 3000)) * 0.5 / 1200 = 8.17 помещений
За смену уборщик должен будет прибрать 4.85 помещений.
Дорогие читатели, информация в статье могла устареть, воспользуйтесь бесплатной консультацией позвонив по телефонам: Москва +7 (499) 288-73-46, Санкт-Петербург +7 (812) 317-70-86 или задайте вопрос юристу через форму обратной связи, расположенную ниже.
lawyer-guide.ru
изделия, оборудование, работники – одна команда или соперники?
VOGBIT — система управления производством
Автор:Гриншпон Дмитрий Борисович
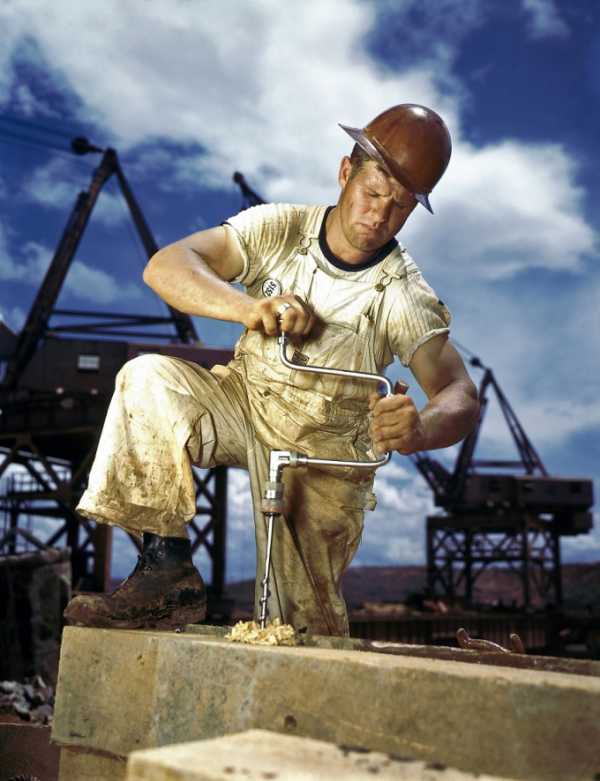
Руководитель производства строительных металлоконструкций.
Использует VOGBIT в качестве системы управления в течение 6-ти лет.
Вместо эпиграфа
Правильно сбалансированное нормирование производства — залог успеха внедрения автоматизированных систем управления ресурсами. Какие главные критерии нормирования при подготовке заданий для производства, а какие можно скорректировать уже в процессе изготовления изделий? Главная аксиома – не тратить на нормирование календарное время, встроить эту на первый взгляд трудоемкую работу в процесс выдачи ежедневных заданий и обеспечить концепцию быстрореагирующего предприятия с минимальным сроком выполнения заказов.
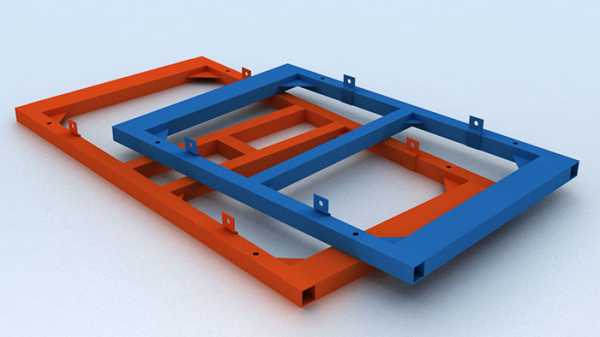
На предыдущем примере простейшего линейного производства металлоконструкций рассмотрим принципы нормирования для изделий, оборудования и работников.
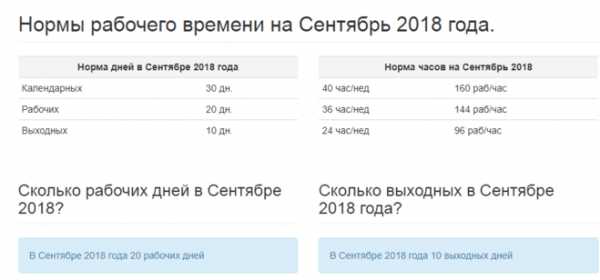
1. Работники. Самая простая позиция. Работник находится на рабочем месте 8 часов 20 дней в месяц, т.е. отчетный период — это календарный месяц со средним значением рабочего времени на человека -160ч. Приходя на работу утром 1-го числа месяца и уходя с работы 30-го числа месяца работник имеет ожидания получить причитающееся вознаграждение в соответствии с трудовым договором за 160 рабочих часов. Работодатель же имеет огромное желание чтобы работник все 160 рабочих часов был занят на технологических операциях, т.е. создавал прибавочную стоимость нужным в этом же периоде изделиям.
На нашем «примерном» предприятии 15 работников, фонд рабочего времени 2400 (160х20) часов в месяц, 120 (15х8) часов в рабочий день. Итак, работодатель чтобы выполнить условия трудовых договоров с работниками должен обеспечить выдачу ежедневных производственных заданий из расчета 120 нормо-часов 20 рабочих дней в календарный месяц.
2. Изделия. Совершено различные критерии нормирования в зависимости от производства:
Выпуск типовых изделий постоянной номенклатуры. Трудоемкость рассчитывается пооперационно один раз при вводе данных номенклатурной позиции и в дальнейшем постоянно используется при очередном запуске изделия в работу.
 Выпуск однотипных изделий с одним критерием сложности/ценности. Например -площадь поверхности (или вес изделия). Тогда трудоемкость имеет линейную зависимость от этого критерия. Чем больше площадь (вес), чем больше норма.
Выпуск однотипных изделий с одним критерием сложности/ценности. Например -площадь поверхности (или вес изделия). Тогда трудоемкость имеет линейную зависимость от этого критерия. Чем больше площадь (вес), чем больше норма.
Выпуск не типовых, единичных или мелко серийных изделий. Нормировать, рассчитывая пооперационно каждое изделие, очень долго и не подходит для концепции быстрореагирующего производства. Применять в этом случае линейное нормирование нельзя, изделия превращаются в «хорошие и плохие». В том смысле, что одни изделия делать работнику выгодно, а другие нет. Работники производства сначала делают «выгодную» работу в заказе, а затем, когда остается одна «невыгодная» работа начинают всеми способами шантажировать работодателя, чтобы оплатил эти «плохие» изделия по повышенному тарифу. В производстве металлоконструкций для быстрого расчета трудоемкости можно использовать готовые табличные формы, например, ЕНиР Сборник Е40 вып.2. Однако табличные формы при всей своей простоте применения имеют большой недостаток – дискретность пограничных значений. Норма времени меняется скачкообразно и в начале периода табличного значения нормы времени будет много, а в конце мало. Этого недостатка лишены интеллектуальные расчеты при помощи математических формул степенной зависимости трудоемкости от массы металлоконструкций. Например, формула 31.6 из учебного пособия «Строительные конструкции» (Маилян Р.Л., Маилян Д.Р., Веселев Ю.А., Строительные конструкции Учебное пособие, изд. «Феникс»,г. Ростов-на-Дону, 2005). Прописав подобную формулу в параметры расчета трудоемкости системы управления производством, можно мгновенно при подготовке производственных заданий получать достаточно актуальное среднестатистическое значение трудоемкости, как изделий, так и всего заказа сразу.
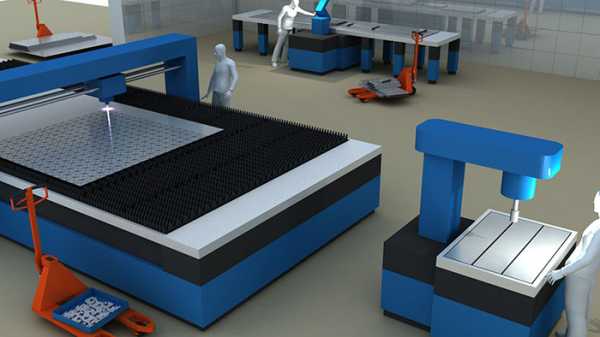
3. Оборудование. Если производство не связано только с оказанием услуг по изготовлению деталей, где заготовительная операция является последней в технологической цепочке, то строить производственную программу, исходя только из максимальной загрузки оборудования – путь, приводящий к простоям на последующих этапах производства (см. предыдущую статью).
 Деталь, имеющая свою норму на заготовительную операцию, в дальнейшем группируется с другими деталями по материалам, и формируется управляющая программа (УП), отчет по которой имеет свое технологическое время изготовления партии деталей. При этом сумма норм по деталям теряет смысл, т.к. фактически в работу принимается технологическое время УП. В совокупности со временем вспомогательных операций технологическое время УП распределяется по рабочим сменам операторов оборудования.
Деталь, имеющая свою норму на заготовительную операцию, в дальнейшем группируется с другими деталями по материалам, и формируется управляющая программа (УП), отчет по которой имеет свое технологическое время изготовления партии деталей. При этом сумма норм по деталям теряет смысл, т.к. фактически в работу принимается технологическое время УП. В совокупности со временем вспомогательных операций технологическое время УП распределяется по рабочим сменам операторов оборудования.
Т.е. фактически формируется загрузка постов в календарном отчетном периоде. Если не хватает времени при односменной работе – добавляются дополнительные смены или переводится эта технологическая операция «во внешнюю», т.е. деталь заказывается готовой на специализированном предприятии. Если технологического времени мало и не удается загрузить работников в течение смены – их переводят на другие участки или на вспомогательные работы.
Комментарий редактора:
Автор имеет в виду, что для операций, выполняемых на оборудовании с Числовым Программным Управлением (которого достаточно много в современном производстве), предварительное нормирование времени работы оборудования (по таблицам или каким-то другим образом) не имеет большого смысла, т.к. это время автоматически и точно будет посчитано компьютером при подготовке управляющей программы. А если говорить о таких видах обработки, как плазменная (газовая, лазерная, гидроабразивная и т.п.) резка, то там вообще составляется одна управляющая программа, после отработки которой получается сразу множество разных деталей. В такой ситуации нормировать время работы оборудования по изготовлению каждой из этих деталей в отдельности и вовсе лишено смысла.
Итак, чтобы при выпуске не типовых, единичных или мелко серийных изделий нормы «не тащили производство в разные стороны» оптимально использовать интеллектуальные методы расчета трудоемкости всего заказа как сумму трудоемкостей всех изделий и далее раскладывать заказ на ежедневные производственные задания. Главный критерий – выполнение заказа с минимальным сроком. Поэтому нормировать нужно, прежде всего, укрупнено весть заказ, т.е. сумму нормо-часов по всем изделиям. Далее планировать ежедневные задания на работников. Нормы времени на посты с оборудованием формировать по мере создания сменных заданий и УП.
Вернемся к п.1 и для примера смоделируем прохождение заказа по производству.
Заказ примем весом 200т со средней трудоемкостью 30 н.-ч/т.
Общая трудоемкость заказа 200 х 30 =6000 н.-ч.
Календарная продолжительность выдачи заказа на производство 6000:120=50 рабочих дней.
Всего в смену задействовано 15 рабочих с распределением по участкам:
| Участки | Кол-во рабочих | Коэффициент распределения трудоемкости | ч/см |
|---|---|---|---|
| очистка материалов | 1 | 0,06667 | 8 |
| заготовка | 6 | 0,4 | 48 |
| комплектация | 2 | 0,1334 | 16 |
| сборка | 2 | 0,1334 | 16 |
| сварка | 2 | 0,1334 | 16 |
| антикоррозионная защита | 2 | 0,1334 | 16 |
| Всего | 15 | 1 | 120 |
По коэффициентам распределения трудоемкости программа управления производством автоматически распределяет ежедневное производственное задание по участкам, далее в соответствии с технологическим процессом на посты и рабочих.
Комментарий редактора:
Коэффициенты в этом примере отражают то, какая часть из общего количества работ за смену выполняется на каком участке производства.
При этом важным фактором является «сбалансированность мощностей», обеспечивающая приблизительно равномерную скорость потока изделий в производстве (см. предыдущую статью из этого цикла). Простыми словами, количество работников, используемое оборудование и технологии должны обеспечивать примерно одинаковую скорость изготовления комплектов деталей заготовительным участком и потребления этих деталей сборочно-сварочным участком. Если это не так, то имеет место «несбалансированность» производства. Либо где-то производительность избыточна (например, куплено неоправданно мощное оборудование), либо где-то она недостаточна, и её нужно увеличивать.
Проверим:
Примем стоимость нормо-часа 200р
При оплате работ 6000р за 1тн средняя трудоемкость составит — 6000:200=30н.-ч/т
Средняя производительность в смену 120ч:30н.-ч/т =4тн, в месяц – 4х20=80тн.
Заказ будет изготовлен 200:80=2,5 месяца + 5дней (время прохождения по производству последнего задания).
Минимальная ежемесячная загрузка этого производства должна быть при работе в одну 8-часовую смену – 80тн, при минимальной зарплате рабочих -160ч*200р=32т.р./месяц.
vogbit.ru
Что такое норма часов, и какая норма установлена ТК
За всю свою трудовую деятельность мне пришлось научиться разбираться в нормах трудового времени. И я начала ценить, когда они действительно регламентированы, а не предусмотрен ненормированный график для работников. Такие нормы устанавливаются российским законодательством, а также самим работодателем. Но в любом случае они должны быть фиксированными и оговариваться с сотрудником при его приеме на работу.
В зависимости от условий труда и количества трудового времени определяется и доход человека. Например, я сейчас всегда произвожу расчет стоимости моего трудового часа, чтобы понимать, подходит мне эта работа или нет. И в этой статье я расскажу вам, какие трудовые нормы времени бывают.
Рабочее время
Для начала необходимо определиться, что же считается нашим рабочим временем по законодательству РФ. В это время входит следующие периоды:
- выполнение своих непосредственных обязательств по должностной инструкции;
- выполнение дополнительных распоряжений своего руководства;
- командировки и другие поездки, связанные с выполнением рабочих целей;
- подготовка рабочего места, а также его уборка после проведения необходимых работ;
- периоды, связанные с получением наряда, получение распоряжений;
- время, затраченное на поездку до работы и с нее, если она осуществлялась на транспорте работодателя, либо для этого использовался личный автотранспорт по поручению руководителя или трудовому контракту;
- время отдыха и перерывов, регламентированных внутренними локальными актами предприятия.
При трудоустройстве каждый работодатель обязан информировать вновь принимаемого сотрудника, на какой режим труда он устраивается. В зависимости от этого он информирует о действующих трудовых нормах времени, которые положено отработать ему в случае трудоустройства.
Нормы времени
В Трудовом законодательстве регламентирована обычная продолжительность рабочей недели сотрудников, работающих по стандартному графику 5/2, 6/1.
Выходные дни в таком случае могут быть и плавающими для работников, но общая норма часов не меняется. И ее размер установлен в пределах 40 рабочих часов. То есть если считать, что работники будут придерживаться стандартной пятидневной недели, они должны работать по 8 ч. в день.
В месяц данное количество в среднем будет составлять 160 ч., если рассчитывать, что обычно бывает 4 рабочих недели. Однако каждый месяц может отличаться друг от друга дополнительными выходными днями, праздниками, а также стандартной разницей в количестве дней (30,31, 28,29). Праздничные дни регламентируются Правительством страны и устанавливаются индивидуально для каждого года.
Найти такой производственный календарь можно на любом правом сервисе в интернете. В нем подробно расписаны, какие дни считаются выходными, праздничными и рабочими.
Разберем такой календарь на текущий год:
- В первую очередь прописаны переносы выходных дней на другие даты. В этом году их было 5 штук. Это делается для удобства граждан, чтобы они могли продлить свои выходные дни, когда есть какой-либо праздник. Например, 2 праздничных дня 6 и 7 января, выпавшие на выходные дни, должны были продлить новогодние каникулы до 10 января. Но в этом году на работу все вышли 9 января. Поэтому эти дни были перенесены на пятницу 9 марту и среду 2 мая. Таким образом, мартовские выходные длились 4 дня, и апрельско-майские также продолжались 4 дня.
- Далее в календаре расписано суммарное количество дней за каждый месяц. При этом здесь ведется учет общего количество дней, отдельно рабочих и выходных.
- Итогом таких расчетов стал суммарный подсчет всех этих дней за год. Общее количество дней получилось 365 дней, из которых 247 были рабочими. Соответственно 118 дней получились выходными.
Но важно помнить, что предпраздничные дни всегда имеют сокращение на 1 ч. В этом году таких дней было 6. Поэтому при расчете норм времени из общего количества времени надо вычитать эти 6 ч. Данное время работодатель обязан предоставлять всем сотрудникам и оплачивать этот день в полном размере. Но если производственный процесс не позволяет освободить сотрудника раньше положенного времени, ему должна быть предоставлена доплата за переработку, либо выходной день.
Также еще нужно знать, что из данных норм вычитается фактически неотработанное время сотрудником. Оно может быть использовано им на:
- положенный отпуск;
- больничные дни;
- декретные отпускные дни;
- иные дни, когда сотрудник отсутствовал на своем месте.
Узнать об этом более подробно можно из представленного видео.
Рабочие режимы
Зная установленное количество рабочих дней в году, а также самих рабочих недель, несложно посчитать норму часов, которую положено отработать сотрудникам. Для этого надо 247 рабочих дней умножить на дневную норму 8 часов. И получится 1976 часов общего времени. Но из них обязательно надо вычесть 6 сокращенных часов. И получится стандартная норма 1970 часов.
Но есть категории работников, которым полагается неполная или сокращенная неделя. В этом случае их нормы могут быть 36 часов или 24 часа. Тогда расчет норм их годового количества часов составит 1772 часа и 1179 часов.
Расчетные показатели применяются ко всем режимам труда, установленных работодателем в своей компании. Если режим предусматривает необходимость сотрудника работать посменно по 12 часов, то в общей своей совокупности в течение года он не должен переработать установленную норму.
Если в компании сотрудники трудятся посменно, то руководитель должен вести суммарный учет их времени. При этом важно соблюдать законодательство в отношении предоставления отдыха. По нему человек должен иметь отдых не менее 42 часов после таких смен. И количество отработанного времени должно учитываться в период месяца или квартала. Недопустимо превышение установленных максимальных норм.
Ненормированный день
Рабочий распорядок дня и количество рабочих часов может подсчитать каждый сотрудник самостоятельно. Для этого необходимо только знать, какое количество часов он должен ежедневно отработать, а также количество дней в неделе. Во многих организациях, где работа осуществляется посменно, составляются графики. С этими графиками должны быть ознакомлены все сотрудники. В соответствии с этим документом каждый сотрудник видит, какое количество дней и времени он должен будет отработать.
Если руководитель требует поработать сверхурочно в другой день, то такая переработка не должна превышать 4 часов за 2 выходных дня. А общее количество часов не должно превысить 160 за год.
Но не стоит путать сверхурочную работу с ненормированным графиком. Под ним понимаются условия, когда работнику иногда придется прийти на работу раньше или уйти с нее позже по сравнению с остальными работниками. За это он не обязан получить специальную доплату. Данное обстоятельство подразумевается самим режимом труда. Но работать постоянно в условиях несоблюдения норм работник не может. Эти условия могут происходить только периодично.
Если сотрудник подписывает соглашение о том, что его день будет ненормированным, он должен знать, какие нормы действуют в организации, чтобы разумно оценивать количество дней, когда он перерабатывал. То есть во все остальные дни он должен приходить и уходить наравне с другими работниками. А его ненормированные дни должны устанавливаться только в тех случаях, когда это особенно требуется определенными обстоятельствами.
Если сотрудник работает по ненормированному дню, ему полагается дополнительно 3 дня отдыха в год, которые он может использовать вместе с отпускными днями. Также он может воспользоваться ими и отдельно от них.
grazhdaninu.com
Норма выработки: формула расчета и коэффициент выполнения на одного рабочего в час или год

Дневная норма выработки способствует улучшению производительности труда, увеличению количества прибыли, получаемой предприятием и уменьшению издержек. Причем не важен тип организации: производство, складской комплекс или строительные бригады.
Типовая оптимизация рабочего процесса каждого отдела – это один из ключевых моментов эффективной работы всей компании в целом. Невыполнение технических условий ведет к снижению оплаты труда при сдельной работе. Как рассчитать коэффициент выполнения или процент перевыполнения, сколько часов в месяц или в год потрачено на выпуск единицы продукции.
Терминология
Для изучения вопросов, связанных с налаживанием рабочего процесса, принято использовать определенные термины.
Нормы труда
Определенное задание, которое сотрудник (или коллектив) должен выполнить за отведенное рабочее время, называется нормой труда(НТр). Как указано во второй статье КЗоТ, каждый работник обязан выполнять эту норму.
НТр может быть индивидуальная и коллективная. Во втором случае, общем работ рассчитывается для группы сотрудников, объединенных в единый коллектив, например, это касается:
- бригад;
- производственных участков;
- отделов;
- цехов.
НТр могут быть указаны в трудовых договорах, а определяются плановыми отделами предприятий. Если работодатель принял решение изменить нормы труда, то он обязан оповестить сотрудников об этом не позднее чем за 1 месяц, по статье 103 ч.2 КЗоТ.
Важно! Нарушение этого правила ведет к аннулированию введенных изменений, а расчет заработной платы должен быть произведен по старым расценкам.Трудовое законодательство обязывает работодателя обеспечить работникам надлежащие условия, которые позволят им выполнять соответствующие НТр, а именно:
- Предоставить исправное оборудование и приспособления, необходимые для работы.
- Обеспечить своевременный доступ к актуальной технической документации.
- Доставлять в срок материалы и инструменты, нужные для выполнения плана, приемлемого качества.
- Следить за бесперебойной подачей электроэнергии, газа, других источников энергопитания.
- Соблюдать правила технической безопасности на предприятии. Сюда включены требования по освещенности, отоплению помещений, вентиляции, устранению вредных факторов (вибрации, излучений).
Следует отметить, что при улучшении методов работы, техническом переоснащении предприятия НТр могут быть пересмотрены. В то же время, если работник или коллектив смогли самостоятельно добиться увеличенной выработки с помощью применения новых производственных методов или самостоятельного улучшения рабочих мест, то для увеличения НТр нет никаких оснований.
Норма времени
Промежуток времени, необходимый для создания одной единицы продукции, на выполнение одной или нескольких определенных рабочих операций, называется нормой времени (НВр).
При расчете данного параметра рассматривают предмет выработки (объект, произведенный работником), как:- одну деталь;
- одно изделие;
- одну производственную операцию;
- один цикл производственных операций;
- один вид каких-либо услуг.
Для более точного определения НВр, следует применять четкий хронометраж каждой операции, соблюдая при этом все технологические нормы.
Формула для подсчета нормы времени:
НВр = Вр_пз + Вр_з + Вр_об + Вр_отл + Вр_пт
Вр_пз – подготовка к рабочему процессу ;
Вр_з – основное время;
Вр_об — период ухода за рабочим местом;
Вр_отл – время на личные потребности;
Вр_пт – технологические перерывы.
Единицей измерения НВр принято считать человеко-час. Например, шахтеру для получения 1 т полезных ископаемых требуется 3 часа рабочего времени, следовательно, НВр для данной отрасли составляет 3 человеко-часа.
Норма выработки
Количество продукции, операций, услуг, выполненных за единицу рабочего времени, называется нормой выработки (НВыр). Временной промежуток выбирается в зависимости от особенности предприятия. Это может быть продолжительность смены (например, 8 или 12 часов), один рабочий час, и любые другие.
Параметр НВыр принято указывать в единицах, характерных для данной отрасли: количество изделий, литров продукции, тонн товара, и т.д.
Для определения нормы выработки используют формулу:
НВыр = Вр_см х Ч/ Нвр
Вр_см – продолжительность смены;
Ч – численность коллектива;
Нвр – норма времени на единицу продукции, операции.
Норма выработки – уместный коэффициент, если речь идет о постоянной однотипной работе. Например, укладке паркета, покрасочных работах и т.д.
Норма численности
Внимание! Количество работников определенной квалификации, необходимое для осуществления цикла производственных или иных объемов работ, называется нормой численности (НЧис).Вычисляется по общей формуле:
НЧис = НВр х В / Вр_см
НВр – норма времени на единицу продукции или цикл операций;
В – запланированный объем работы на смену;
Вр_см – длительность одной смены.
Параметр помогает оценить затраты труда по ряду профессий, специальностей, отдельным циклам операций по всему предприятию или по отдельным его подразделениям (участкам, цехам и т.д.).
Норма обслуживания
Количество объектов, которое способен обслужить сотрудник (группа сотрудников) в течение одной временной единицы (смены, часа), называется нормой обслуживания (НОб).
 Вычисление может быть произведено, если известна норма времени (НВр):
Вычисление может быть произведено, если известна норма времени (НВр):- НОб = Вр_см х К / НВр
Вр_см – продолжительность рассматриваемого временного отрезка; - К – степень использования рабочего времени, выраженная коэффициентом;
- НВр – время обслуживания.
Расчеты полезны для оценки деятельности ремонтников, обслуживающего производственного персонала, складских работников и т.д.
Нормированное задание
Объем работ, который работник или коллектив должны выполнить за определенный промежуток времени, называется нормированным заданием (НЗд). Подобно норме выработки (НВыр), этот параметр определяет расчетный результат действий сотрудника или объединенной группы за конкретное время, являясь по существу более общим случаем.
Единицами измерения могут выступать как нормо-часы, так и нормо-рубли. НЗд должно учитывать квалификацию конкретного специалиста, особенности условий работы, степень вредности и прочие моменты.
Следует отличать группы работников по выполняемым ими действиям:
- один и тот же цикл работ на постоянном месте;
- различные выполняемые работы;
- работы, осуществляемые на разных участках или объектах.
К первой группе можно отнести, например, работников конвейера, их НЗд определяется согласно специфике норм сдельщиков.
Для справки. Второй вид сотрудников занимается, к примеру, различными ремонтными или наладочными работами в пределах предприятия. НЗд должно быть согласовано с графиком или планом технических мероприятий производственного предприятия.Третья группа, чья деятельность может быть связана с разъездами, снабжается индивидуальными НЗд, например, это может быть заявка на осуществления ремонта машины или обслуживание.
Формула на одного рабочего
Вычисление НВр на человека позволит оптимально наладить рабочий процесс всего коллектива. На крупных предприятиях этим занимаются специалисты-табельщики. На небольших производственных площадках и остальных предприятиях расчеты ложатся на плечи начальников производств.
Без НВр невозможно прогнозировать выпуск продукции, что может вызвать срыв предполагаемых сроков поставок, и вследствие этого штрафные санкции со стороны заказчика. В качестве примера можно использовать формулу НВыр = Вр_см х Ч/ Нвр, где Ч (число сотрудников) будет равно единице.
Если на производстве применяется автоматизированное оборудование, то следует использовать другую формулу.
НВыр = НВыр_тер * Кпв
НВыр_тер – теоретическое значение показателя;
Кпв – коэффициент полезного за одну смену времени;

А для крупных серийных производств можно применить такое правило:
НВыр = Вр_см / Вр_ед
Вр_см – длительность смены;
Вр_ед – тот период, за который создается одно изделие.
Данные расчеты НВыр производятся каждый квартал в планово-экономическом отделе предприятия.
Примеры по разным видам деятельности
Разные отрасли характеризуются индивидуальными особенностями, которые нужно учитывать при анализе производственных процессов.
В сельском хозяйстве
НВр характеризуются особенностями временных отрезков (время года) для полевых работ, а также особенности климата данной местности, наличие средств механизации на предприятии, объем площадей, на которых следует проводить сельскохозяйственную деятельность.
Для изучения процесса и вычисления НВыр прибегают к помощи фотохронометража, это фактическая фиксация рабочего дня с участием фото или видео аппаратуры, дальнейший анализ полученных данных для получения объективной картины.
В пищевой промышленности
Особенностями в определении НВыр считается вычисление баланса между возможностями производственных линий и проводимыми вручную операциями.
Важно! Сведение к манипуляций, осуществляемых непосредственно сотрудниками, к необходимому минимуму, сильно повышает норму выработки. Однако сложность механизмов не отменяет нужду в техническом обслуживании и наладке оборудования, поэтому НВыр ремонтных бригад следует оптимизировать.В строительстве
Узкоспециализированные работы рассчитывать легче, но необходимо исходить из квалификации мастеров или бригад. Среднее значение составляет 1 куб. м. в час.
Также на НВыр влияет конструкционная сложность и требования, предъявляемые по СНиП II-22—81.
Считается, что около 20% от длительности всей рабочей смены каменщика являются подготовительные работы и уборка в конце дня.
Погрузочные- разгрузочные операции
Производительность данного тип работ зависит от типа техники, квалификации водителя, особенности рабочих помещений. При расчетах, производимых относительно дорожно-строительных работ, также учитывается объем ковшей и средняя скорость техники по различным видам объектов (ровная площадка, пересеченная местность)
Факторы повышения и снижения
Увеличение или уменьшение производительности труда может быть связано как с человеческим фактором, так и с особенностями эксплуатации техники.

Например, износ даже высокотехнологичного оборудования вызовет учащение поломок и увеличение продолжительности ремонтных работ, то же самое произойдет при использовании станков и производственных линий низкого качества.
Переоснащение современными видами оборудования приводит, как правило, к улучшению производительности труда на предприятии, однако это произойдет не в один момент. Персонал будет вынужден переобучаться для работы на более современных станках, поэтому НВыр следует повышать поэтапно.
Грамотное планирование и организация рабочего процесса также влияют на значение норм выработки. Постоянные простои, связанные, например, с плохой работы отделов снабжения, отрицательно отразятся на работе всего предприятия в целом, как и закупка, например, материалов ненадлежащего качества.
Обучение и переобучение сотрудников – важный фактор практического и психологического влияния на НВыр. Работник получает полезные для работы навыки, в то же время ощущает себя ценным членом команды, что хорошо мотивирует на дальнейшую оптимизацию выполняемых функций.
Расход топлива
Расход топлива при эксплуатации автомобилей и других видов техники – это один из ключевых параметров, влияющих на рентабельность производства. Основные факторы, определяющие расход:
- тип двигателя;
- степень изношенности двигателя;
- вес без груза;
- вес перевозимого груза;
- средняя скорость движения;
- хищение топлива.
Улучшить показатели можно при внедрении контролирующего оборудования. Это приборы, позволяющие предотвратить несанкционированный слив топлива, отслеживать положение автомобиля (или другой техники).
Также следует найти оптимальную скорость движения по дорогам (или объектам), которая, с одной стороны, позволит технике нормально и в срок выполнять свои функции, с другой – предотвратит неоправданно высокий расход.
Заключение
Невозможно представить себе работу даже небольшого предприятия без планового отдела, в том или ином виде.
Важно! Норма выработки – один из важнейших параметров планирования, именно от него зависит размер прибыли любой фирмы. Поэтому нужно стремиться увеличивать нормы выработки сообразно развитию предприятия, оптимизируя численность работников, внедряя новые технологии и методы организации труда.autopravo.club